QQ咨詢:260200500
QQ咨詢:260200500詳情請咨詢:13715339029(微信同號)
產品介紹
-
- 產品信息
-
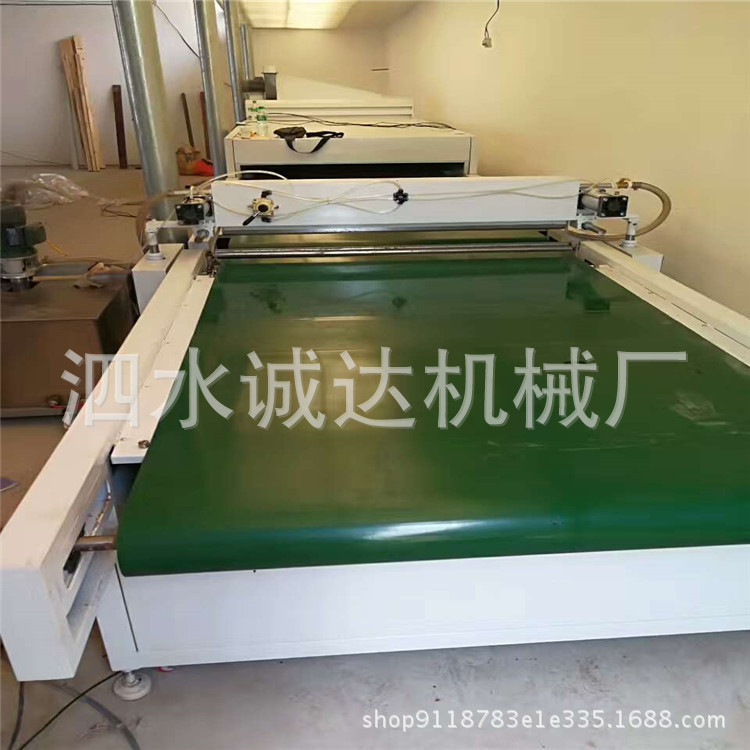
- 名稱: uv淋涂固化機
- 類型: 全新
- 形式: 全自動
- 額定功率:15/17kw
- 加工定制:是
- 外形尺寸:以客戶定制為準
- 適用范圍
-
- 用于密度板,多層膠合板,木工板,櫥柜板,玻璃,亞克力,馬賽克及各種板材的表面壓花,彩繪,寫真,將藝術圖案及日常生活照巧妙的制作在各種板材和普通玻璃層面上。通過的技術和設備制作出亮麗,高雅的水晶彩繪板。健康,環保,時尚的水晶彩繪板是整體櫥柜,家具,裝飾,裝修更新換代的的產品。

產品實拍圖


產品特寫圖

產品作品圖

產品類型圖
-
- 1000
-
- 1300


定制說明
設備用于密度板,多層膠合板,木工板,櫥柜板,玻璃,亞克力,馬賽克及各種板材的表面壓花,彩繪,寫真,將藝術圖案及日常生活照巧妙的制作在各種板材和普通玻璃層面上。通過技術和設備制作出亮麗,高雅的水晶彩繪板。健康,環保,時尚的水晶彩繪板是整體櫥柜,家具,裝飾,裝修更新換代的的產品。
UV設備主要用于平面板材,櫥柜板材,金屬板材,塑料板材等。對各種平面板材,表面層上uv漆,油墨等。上光,輥涂,膜壓流平uv紫外線光固一次完成,獨立三維設計,漆面堅硬光滑,飽滿,色澤亮麗,耐摩擦。瞬間干燥,節省時間,生產效率高可以做出誘人的烤漆板設備,彩鉆板,彩繪板,單色板,高麗板,水晶板等。
產品特色
A:表面光滑度高:鏡面高光效果明顯。
B:漆膜豐滿:色彩豐滿誘人。
C:環保健康:通常烤漆類板烤漆不烤,并不斷有發性物質(VOC)釋放,uv板解決了世紀環保難題。不但本身不含苯等易揮發性物質,而且通過紫外光固化,形成致密固化膜,降低基材氣體的釋放量。
D:不褪色:通過對比實驗證明,UV飾面板與傳統板材比較,具有更優良的理化性能,保證UV板經久不失色,并解決了色差現象。
E:耐刮擦:高硬度越磨越鮮亮,常溫固化長期不變形。
F:耐酸堿抗腐蝕:UV板能抵御各種酸堿消毒液的腐蝕。
G:基材表面可以做上各種彩繪圖案,根據需求可以做各種彩繪圖案,然后再進行上漆固化。
購買須知
-
- 關于產品尺寸可以根據客戶需要進行相應調整。大宗商品廠家都沒庫存,需要下單訂做。
- 關于發貨:廠家直銷:免除了中間商,生產者直接與用戶見面,簡化了流通過程,縮短了流通時間,實現了真正的廠家優惠價格。
- 產品保修:兩年內非人為因素,因產品質量機器零配件需要更換的,公司除免費更換外,并承擔配件包裝、運輸費用。
- 客戶須知:匯款后請與廠家確認是否到帳及所購買的貨物品名、收貨人等信息,以便及時發貨!
- 訂貨付款方式:預付三分之一的定金,貨到后再付余款
- 帝龍科技報價均不含運費、不含增值稅。運費由買家承擔,拍下付款后買家可以自行安排自己熟悉的物流上門提貨,也可由賣家安排物流,運費提付。
-