| 產品規格及說明 | |
|---|---|
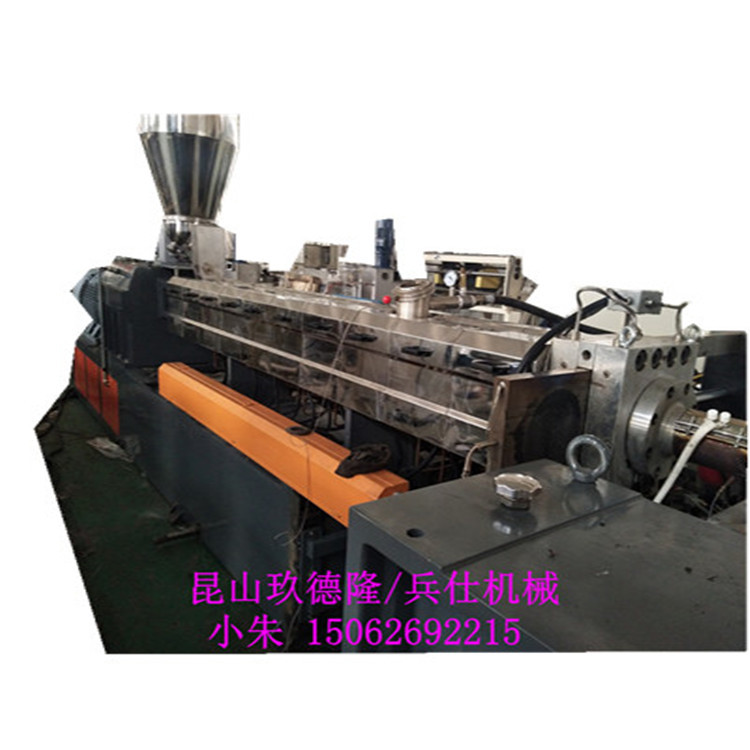
| 設備品牌:帝龍 | 設備型號:JS75B |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 規格:JS75B | 適用原料:PE |
| 螺桿數:雙螺桿 | 重量:1450(kg) |
| 旋轉刀數:4(把) | 回旋直徑:71(mm) |
| 加熱功率:20(kw) | 螺桿直徑:71(mm) |
| 售后服務:質保一年 | 固定刀數量:2(把) |
| 進料口直徑:71(mm) | 螺桿長度:1600(mm) |
| 外形尺寸:2102(mm) | 濾篩板孔徑:600(mm) |
| 電動機功率:135(kw) | 產品用途:用于電線電纜 |
| 切刀轉速:300(r/min) | 機器中心高:1800(㎜) |
| 產品別名:輻照交聯造粒機 | 是否跨境出口專供貨源:否 |
| 生產能力:500-800(kg/h) | |
| 產品標簽:紫外光交聯,設備有限公司,機械設備公司,紫外光輻照交聯,紫外光輻照交聯電線,紫外光輻照交聯設備,昆山兵仕機械有限公司 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |
河北PE輻照交聯紫外光電線料設備
河北PE輻照交聯紫外光電線料設備 造粒工藝:
高混機—-螺旋自動上料機——雙螺桿造粒機——-冷卻水槽——-吹干機——-切粒;
耐腐蝕性,電絕緣性(尤其高頻絕緣性)優良,可以氯化,輻照改性,可用玻璃纖維增強.低壓聚乙烯的熔點,剛性,硬度和強度較高,吸水性小,有良好的電性能和耐輻射性;高壓聚乙烯的柔軟性,伸長率,沖擊強度和滲透性較好;超高分子量聚乙烯沖擊強度高,耐疲勞,耐磨.低壓聚乙烯適于制作耐腐蝕零件和絕緣零件;高壓聚乙烯適于制作薄膜等;超高分子量聚乙烯適于制作減震,耐磨及傳動零件.
成型性能:
河北PE輻照交聯紫外光電線料設備 1.結晶料,吸濕小,不須充分干燥,流動性極好流動性對壓力敏感,成型時宜用高壓注射,料溫均勻,填充速度快,保壓充分.不宜用直接澆口,以防收縮不均,內應力增大.注意選擇澆口位置,防止產生縮孔和變形.
2.收縮范圍和收縮值大,方向性明顯,易變形翹曲.冷卻速度宜慢,模具設冷料穴,并有冷卻系統.
3.加熱時間不宜過長,否則會發生分解,灼傷.
4.軟質塑件有較淺的側凹槽時,可強行脫模.
5.可能發生融體破裂,不宜與有機溶劑接觸,以防開裂.
硅烷的用量直接影響交聯程度。
凝膠質量分數一直隨硅烷的用量平緩增加,但是交聯度也小于30 %。
凝膠質量分數在硅烷的用量少于3份時,隨硅烷用量的增加而增加,并在硅烷用量達到3份時達到之后略有下降。說明在硅烷未能有效的與EVA進行接枝反應,產生的部分凝膠只能是EVA與硅烷發生了部分交聯反應或者是直接與過氧化物進行了交聯。
出現接枝飽和點,低于此飽和點的用量將明顯的縮減交聯度,而高于此飽和點的用量并不能增加交聯度,多余的硅烷游離在EVA中,不但不能改善材料的性能,甚至可能形成弱應力點,
河北PE輻照交聯紫外光電線料設備 硅烷用量和凝膠質量分數的關系:
硅烷用量與拉伸強度和斷裂伸長率之間的關系。隨體系的交聯度的提高,分子鏈之間的相對運動困難,相當于提高了分子鏈的剛性,使拉伸強度上升,斷裂伸長率下降。
引發劑的影響
引發劑用量與凝膠質量分數的關系,用量少,得到的凝膠質量分數會明顯降低,無法改善材料的交聯性能;但用量過多,凝膠質量分數也出現下降的趨勢。
原因如下:初始DCP的增加會增加接枝的質量分數,提高了凝膠質量分數,但當其達到某一極限時,會產生由于接枝過度增加導致PE大分子鏈上所含官能團數量急劇增長,大分子鏈段運動受阻,官能團之間發生碰撞交聯反應機會減少,致使凝膠質量分數反而出現降低,甚至DCP在用量較大時會奪取PE的活性點直接參與反應,形成早期的交聯鍵而使硅烷喪失交聯的機會和可能。
材料為交聯聚乙烯(XLPE)。交聯工藝過程是將線性分子結構的聚乙烯(PE)材料通過特定的加工方式,使其形成體型網狀分線結構的交聯聚乙烯。
10KW高壓交聯電纜料加工造粒
35KW高壓交聯電纜料加工造粒



其他答案1:
沃爾牌電線的輻照交聯電線電纜,耐溫等級高、耐老化、使用壽命長,可以考慮
最佳回答:
PVC是聚錄乙烯copy的,無鹵低煙阻燃輻照交聯聚bai烯du烴護套料是以聚烯烴為zhi基料,加入特種無鹵阻燃劑,消煙dao劑,抗氧劑等材料,經特殊配方精密混煉加工而成!燃燒時無鹵酸氣體放出,毒性和腐蝕性氣體釋放量少,產生的煙霧濃度低,具有優良的耐環境力
其他答案1:
肯定不是PVC
最佳回答:
(1)施工流程
施工準備→電纜橋架敷設→電纜敷設→絕緣測試→標志牌e5a48de588b13715339029a948206331f13715339029
(2)技術措施
1)施工前應對電纜進行詳細檢查,規格、型號、截面、電壓等級均須符合要求,外觀無扭曲、壞損等現象。
2)電纜敷設前進行絕緣測定。如工程采用1kV以下電纜,用1kV搖表搖測線間及對地的絕緣電阻不低于10MΩ。搖測完畢,應將芯線對地放電。
3)電纜測試完畢,電纜端部應用橡皮包布密封后再用膠布包好。
4)電纜敷設機具的配備:采用機械放電纜時,應將機械安裝在適當位置,并將鋼絲繩和滑輪安裝好。人力放電纜時將滾輪提前安裝好。
5)臨時聯絡指揮系統的設置
a.線路較短或室外的電纜敷設,可用無線電對講機聯絡,手持擴音喇叭指揮。
b.高層建筑內電纜敷設,可用無線電對講機作為定向聯絡,簡易電話作為全線聯絡,手持擴音喇叭指揮(或采用多功能擴大機,它是指揮放電纜的專用設備)。
6)在橋架上多根電纜敷設時,應根據現場實際情況,事先將電纜的排列用表或圖的方式畫出來,以防電纜交叉和混亂。
7)電纜的搬運及支架架設
a.電纜短距離搬運,一般采用滾動電纜軸的方法。滾動時應按電纜軸上箭頭指示方向滾動。如無箭頭時,可按電纜纏繞方向滾動,切不可反纏繞方向滾動,以免電纜松馳。
b.電纜支架的架設地點的選擇,以敷設方便為原則,一般應在電纜起止點附近為宜。架設時,應注意電纜軸的轉動方向,電纜引出端應在電纜軸的上方。
(3)主要施工方法
1)電纜敷設
a.水平敷設
●敷設方法可用人力或機械牽引。
●電纜沿橋架或線槽敷設時,應單層敷設,排列整齊,不得有交叉。拐彎處應以最大截面電纜允許彎曲半徑為準。電纜嚴禁絞擰、護層斷裂和表面嚴重劃傷。
●不同等級電壓的電纜應分層敷設,截面積大的電纜放在下層,電纜跨越建筑物變形縫處,應留有伸縮余量。
●電纜轉彎和分支應有序疊放,排列整齊。
b.垂直敷設
●垂直敷設,有條件時最好自上而下敷設。土建拆吊車前,將電纜吊至樓層頂部。敷設時,同截面電纜應先敷設底層,后敷設高層,應特別注意,在電纜軸附近和部分樓層應采取防滑措施。
●自下而上敷設時,低層小截面電纜可用滑輪大繩人力牽引敷設。高層、大截面電纜宜用機械牽引敷設。
●沿橋架或線槽敷設時,每層至少加裝兩道卡固支架。敷設時,應放一根立即卡固一根。
●電纜穿過樓板時,應裝套管,敷設完后應將套管與樓板之間縫隙用防火材料堵死。
2)掛標志牌
a.標志牌規格應一致,并有防腐功能,掛裝應牢固。
b.標志牌上應注明回路編號、電纜編號、規格、型號及電壓等級和敷設日期。
c.沿橋架敷設電纜在其兩端、拐彎處、交叉處應掛標志牌,直線段應適當增設標志牌,每2米掛一標志牌,施工完畢做好成品保護。
最佳回答:
交聯的方式分為兩大類,即化學交聯和物理交聯。而化學交聯又分為干法交聯和溫水交聯
二種。干法交聯的方法是在溫度達300-400℃的高壓氣體中,經過一定的時間使聚乙烯分子鏈交聯。在此狀況下,氫氧化物已分解為金屬氧化物和水,因此電纜表面將出現裂紋及水泡,所以干法交聯的方法是不可用于低煙無鹵材料的。
溫水交聯的方法是將電線電纜置于90℃的溫水中浸泡5至7小時,在此狀況下,氫氧化物將吸收大量的水份,導致絕緣電阻下降,直接影響到電纜的綜合性能。
物理交聯又稱輻照交聯,是利用電子加速成器產生的高能量電子束流,轟擊絕緣層及護套,將高分子鏈打斷,被打斷的每一個斷點稱為自由基。自由基不穩定,相互之間要重新組合,
重新組合后由原來的鏈狀分子結構變為三維網狀的分子結構而形成交聯,此交聯方式既無高溫又無水,既能使聚烯烴交聯,又不影響阻燃性能和電氣性能,所以低煙無鹵聚烯烴材料只能采用輻照的方式交聯,別無選擇。

目前市場交易的交聯料有以下三種:化學交聯(硅烷交聯);溫水交聯;輻照交聯;化學交聯和溫水交聯一般用于中壓纜(電力纜),它是以PE為基料,加上交聯引發劑+抗氧劑+潤滑劑等加工助劑混合而成;溫水交聯是將電線做好后放入存有溫水的水池中泡煮從而進行交聯,這類工藝操作比較麻煩,現在很少在使用。大部分做中壓纜的廠家都會選硅烷交聯料。硅烷交聯料目前有兩種:一步法和兩步法。一步法是將各種材料直接混合一起不經過擠出造粒,直接打包交予客戶,客戶使用時造粒和擠出同步進行,線纜制成后自然交聯。兩步法是:造粒廠將電纜料制成A料和B料兩種,A料和B料里面分別加有引發劑,客戶在使用時將A料和B料混拌在一起進行擠出,制成的線纜自然交聯。這類料制成的線纜一般線徑比較大,其外被用PVC或低煙無鹵,大家碰到這類客戶留意這點;而帝龍科技目前批量銷售的是輻照交聯料,這種料是用EVA+PE+引發劑+抗氧劑+助劑混合而成,客戶制成線纜后要進行電子加速器進行照射進行交聯,這類料制成的線纜線徑比較細,如:電子線;汽車線,機車纜,光伏纜,布電線等等;一般絕緣和護套都會使用到,執行的標準:JB/T10436-2004機械部和UL。價格也比硅烷交聯料要高許多。以上的三種交聯料屬于熱固型,主要目的起到耐溫能力和耐刮磨性。以上大家順便知悉。
輻照交聯低煙無鹵耐熱電線電纜的綜合性能
電氣性能
絕緣電阻常數(90℃):17.6MΩ.km。
阻燃性能(無鹵、低煙特性)
a. 氧指數為38。
b. 電纜燃燒時氣體逸出試驗:絕緣PH 值為6.74;絕緣電導率為1.18。
c. 電纜燃燒時煙濃度試驗(透光率):97%。
機械物理性能(耐高溫特性)
a. 135℃、168h 空氣箱老化試驗:老化后抗張強度保留率為106%;老化后斷裂伸長率保留率為90%。 b. 延伸試驗(200℃.15min
):負載下伸長率為≤175%;冷卻后永久變形率為≤15%。
備注:保留率-如果物體原來的抗張強度為10公斤/cm2,老化后的抗張強度為10.6公斤/cm2 ,此物體老化后的抗張強度保留率為106%。
低煙無鹵阻燃聚烯烴電纜 :
低煙無鹵阻燃聚烯烴電纜在火焰燃燒情況下產生極少煙霧,釋放的氣體不含鹵元素,無毒(低毒)。當火災發生時,可大大減少對儀器、設備對人體的危害,因而被廣泛用于高層建筑、醫院、大型圖書、體育館、防災指明揮調度樓、車站和民用機場、旅客候車室、重點文物保護場以及地鐵、地下商場或人工密集的公共場所。
輻照交聯低煙無鹵電線電纜簡易識別方法
輻照交聯低煙無系列電線電纜自一九九八年試制成功并于二零零四年被授予《發明專利證書》(專利號ZL 02 1
16893.8)后以其獨特的綜合電氣物理性能得到廣大電工、電器從業人員的廣泛認同并在北京人民大會堂、北京奧運主體工程等一系列國家大型標志性建筑中得到應用,表現出良好市場前景。
然而令人擔憂的是近來發現一些仿制甚至假冒該產品的現象,嚴重威脅重點建設項目的工程質量和工程形象。本人也多次接到有關人員的咨詢,詢問如何在從業過程是簡易識別輻照交聯低煙無鹵系列電線電纜。現就有關各方咨詢意見和本發明人在研發過程的的一些經驗作一些總結,供業內人士參考:
1、產品名稱區別:該產品全稱為:電纜—-輻照交聯低煙無鹵阻燃聚乙烯絕緣低煙無鹵阻燃聚乙烯護套電力電纜;電線—輻照交聯低煙無鹵阻燃聚乙烯絕緣電線電纜。仿制品一般情況下名稱都會有一點區別,如輻照交聯聚乙烯絕緣低煙無鹵護套阻燃電力電纜等等。
2、剝開電纜線芯,用二十瓦電烙鐵燙一下絕緣層應該沒有明顯凹陷,如果有較大凹陷剛說明絕緣層使用的材料或者工藝存在缺陷;或者用打火機燃燒,正常情況應該是較難點燃,長時間燃燒后電纜的絕緣層仍然比較完整,沒有濃煙和刺激性氣味,直徑有所增加。如很容易點燃,則可以認定電纜的絕緣層沒有使用低煙無鹵材料(很可能是聚乙烯或者交聯聚乙烯);如有較大煙霧則說明絕緣層使用的是含鹵材料;如果長時間燃燒后絕緣表面脫落嚴重,直徑沒有明顯增加,說明沒有進行合適的輻照交聯工藝處理。
3、熱水浸泡:把線芯或者電纜放在90℃的熱水中浸泡,正常情況下絕緣電阻不會急速下降并保持在0.1兆歐公里以上。如絕緣電阻急速下降甚至于低于0.009兆歐公里,
則說明沒有經過合適的輻照交聯工藝處理。(聚乙烯或者交聯聚乙烯絕緣不適用此方法辯別,可以用上述第二條的方法進行辯別)。
4、密度比較:低煙無鹵材料密度比水大。可以剝下少許絕緣層放入水中,浮在水面上方的一定不是低煙無鹵材料。
為此,世界先進國家紛紛推出無鹵低煙阻燃材料替代產同的PVC
,并制定了相關的標準,歐美,日本已經在民用電線中全面推廣。我們國家也制定了相應的標準,如國家制定了GB/T19666-2005
《阻燃和耐火電線電纜通則》,國家公安部制定了GA306.1-2001 《阻燃及耐火電纜:塑料絕緣阻燃及耐火電纜分級和要求》,機械工業部制定了JB/T
10491-2004 《額定電壓450、750V 及以下交聯聚合物絕緣電線和電纜》,上海市制定了工程建設規范DGJ08-93-2002 J10166-2002)
《民用建筑電線電纜防火設計規程》等系列標準,低煙無鹵阻燃電線已經在機場、地鐵、大型建筑、政府工程中大量采購。
其他答案1:
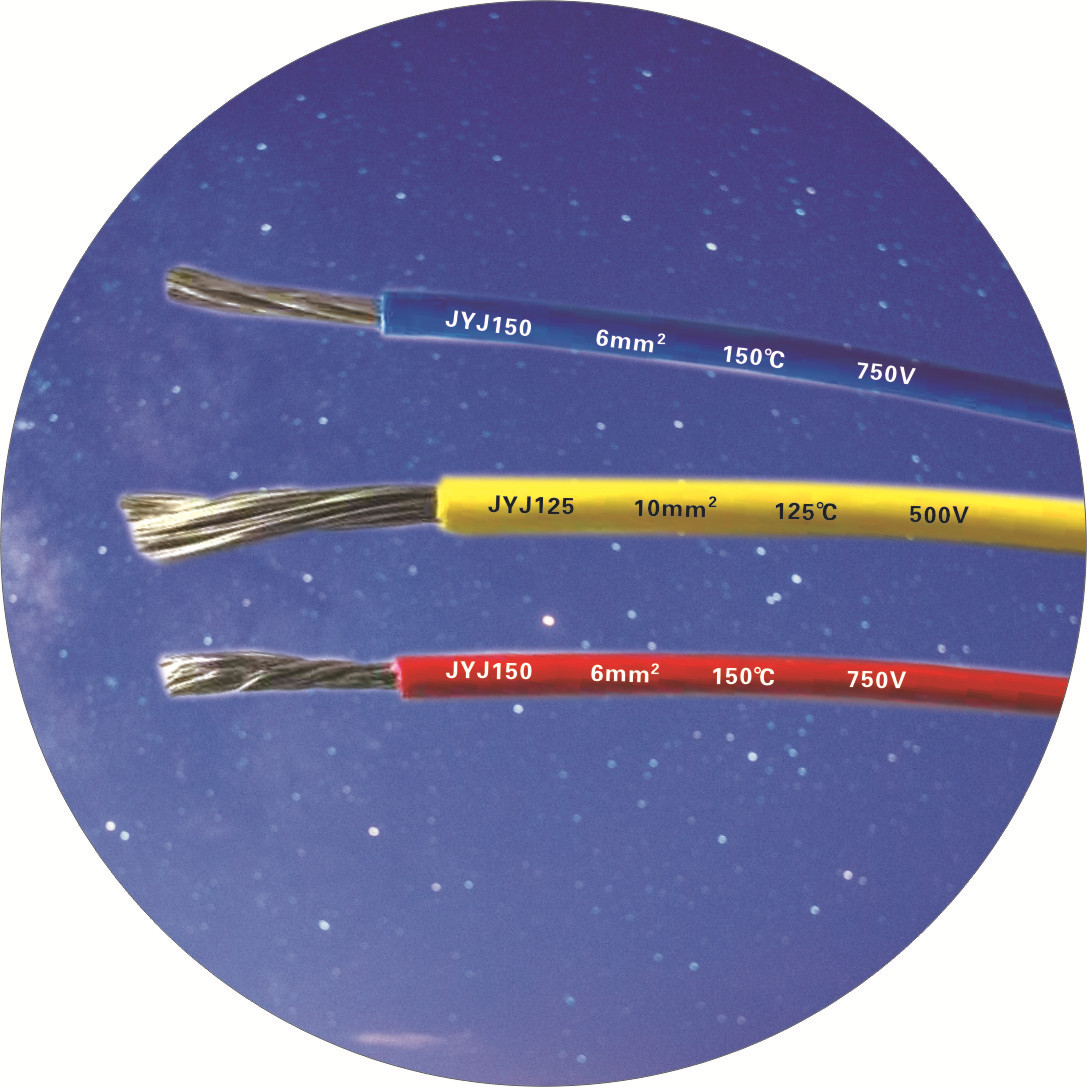
輻照交抄聯,前段用樹襲脂加入其它助劑2113 交聯劑,引發劑5261,抗氧劑之類造粒,然4102后放入擠塑機過1653輻照設備,一步成型。溫水交聯時間比較長,人力物力比較大。但兩種工藝還是有各自優點。目前國內紫外光LED輻照交聯,已經工業量產化了。圖片:用紫外光LED輻照做低煙無鹵阻燃電纜線。

其他答案2:
美國無量光輻照防火電線
-
使用壽命長(最少70年以上,最高可達114.9年)
2.過載能力強時過載是普通電線的1.6倍)
3.電流載流量大(提升15%-50%)
4.絕緣電阻大(絕緣層中的水分子含量小于100PPM)
5.環保安全(聚烯烴材料,燃燒不會產生有毒氣體,耐腐蝕)
6.持續燃燒9個小時以上不斷電
其他答案1:
普通電纜為 溫水來交聯 而輻照源交聯是一種新的交聯方bai式 是電纜通過du輻照塔 經過輻照 改變zhi其分子成分 使其達到高溫dao運行的目的 普通電纜經過輻照運行溫度能達到95度 提高載流量
低煙無鹵是在電纜聚乙烯 材料里加入低煙無鹵料 使其在火焰 燃燒時 產生少量的煙氣 不產生鹵氣。 它的國家標準 型號是 WDZN-YJF(E)
其他答案2:
這種電線用的是低煙無鹵型聚乙烯絕緣材料,該材料需要經過輻照交聯處理,另外導體外纏繞耐火云母帶。
最佳回答:
顧名思義:該電線電纜的絕緣層材料為輻照交聯無鹵低煙阻燃聚烯烴材料,絕緣層加工工藝采用雙層一次共擠生產絕緣層(即電線電纜絕緣層由2層絕緣層組合而成,通常2層材料可以相同,也可以不相同)
其他答案1:
你的問bai題有兩個關鍵點,一個du是低煙無鹵,另一個是zhi阻燃。dao
先說阻燃,你用打版火機去燒電纜的外被,它不會像權普通電線的外被那樣能著火,標準的阻燃電纜在正常情況下是燒不起來的,因為它的燃點非常高。
至于低煙無鹵的概念,如果他不是阻燃的,那么你用打火機去燒的時候,它能著火,但燃燒產生的煙霧相對普通電纜而言會少很多。
所以,你取一小截電纜的外皮,用打火機去燒,再對比普通的電纜,就可以大概分辨得出來了
最佳回答:
1、產品名稱識別13715339029a948206331fe59b9ee7ad13715339029法
電線--輻照交聯低煙無鹵阻燃聚乙烯絕緣電線電纜;電纜--輻照交聯低煙無鹵阻燃聚乙烯絕緣低煙無鹵阻燃聚乙烯護套電力電纜。仿制品一般情況下名稱都會有一點不同,如輻照交聯聚乙烯絕緣低煙無鹵護套阻燃電力電纜等等。
2、表皮燒燙法
用電烙鐵燙一下絕緣層應該沒有明顯凹陷,如果有較大凹陷則說明絕緣層使用的材料或者工藝存在缺陷。或者用打火機燒烤,正常情況下應該是不易點燃,長時間燃燒后電纜的絕緣層仍然比較完整,沒有濃煙與刺激性氣味,同時直徑有所增加。如很容易點燃,則可以確定電纜的絕緣層沒有使用低煙無鹵材料(很可能是聚乙烯或者交聯聚乙烯材料)。如有較大煙霧,則說明絕緣層使用的是含鹵材料。如果長時間燃燒后,絕緣表面脫落嚴重,直徑沒有明顯增加,則說明沒有進行合適的輻照交聯工藝處理。
3、熱水浸泡法
把線芯或者電纜放在90℃的熱水中浸泡,正常情況下絕緣電阻不會急速下降并保持在0.1MΩ/Km以上。如絕緣電阻急速下降甚至低于0.009MΩ/Km,則說明沒有經過合適的輻照交聯工藝處理。(聚乙烯或者交聯聚乙烯絕緣材料不適用此方法識別,可以用上述第二條的方法進行識別)。
4、密度對比法
低煙無鹵材料密度比水大,可以剝下少許絕緣層放入水中,如果浮在水面上方的,則肯定不是低煙無鹵材料。
其他答案1:
輻照是一種加工方式
低煙無鹵是一種材料特性
輻照一般是把聚乙烯材料變成交聯聚乙烯的一種加工過程,屬于物理方法,節能環保,效率高,可控性好
低煙無鹵是材料符合一定的指標,低煙無鹵電纜應符合GB/T
19666-2005規定的要求
其他答案2:
看型號呀,DWZ*(*可能是RABC),說明低煙無鹵阻燃,YJ是交聯,是輻照交聯的還是溫水交聯的,不太好區分吧