| 產品規格及說明 | |
|---|---|
| 設備品牌:帝龍 | 設備型號:CUN86B1B |
| 訂購價格:電話/面議 | 交貨日期:3~30/工作日 |
| 種類:光電器件 | |
| 產品標簽:油墨和曝光機,油墨曝光機,和曝光機 | |
| 咨詢熱線:13715339029 | 售后服務:13715339029 |
| 技術咨詢:13715339029 |  QQ咨詢:260200500 QQ咨詢:260200500 |
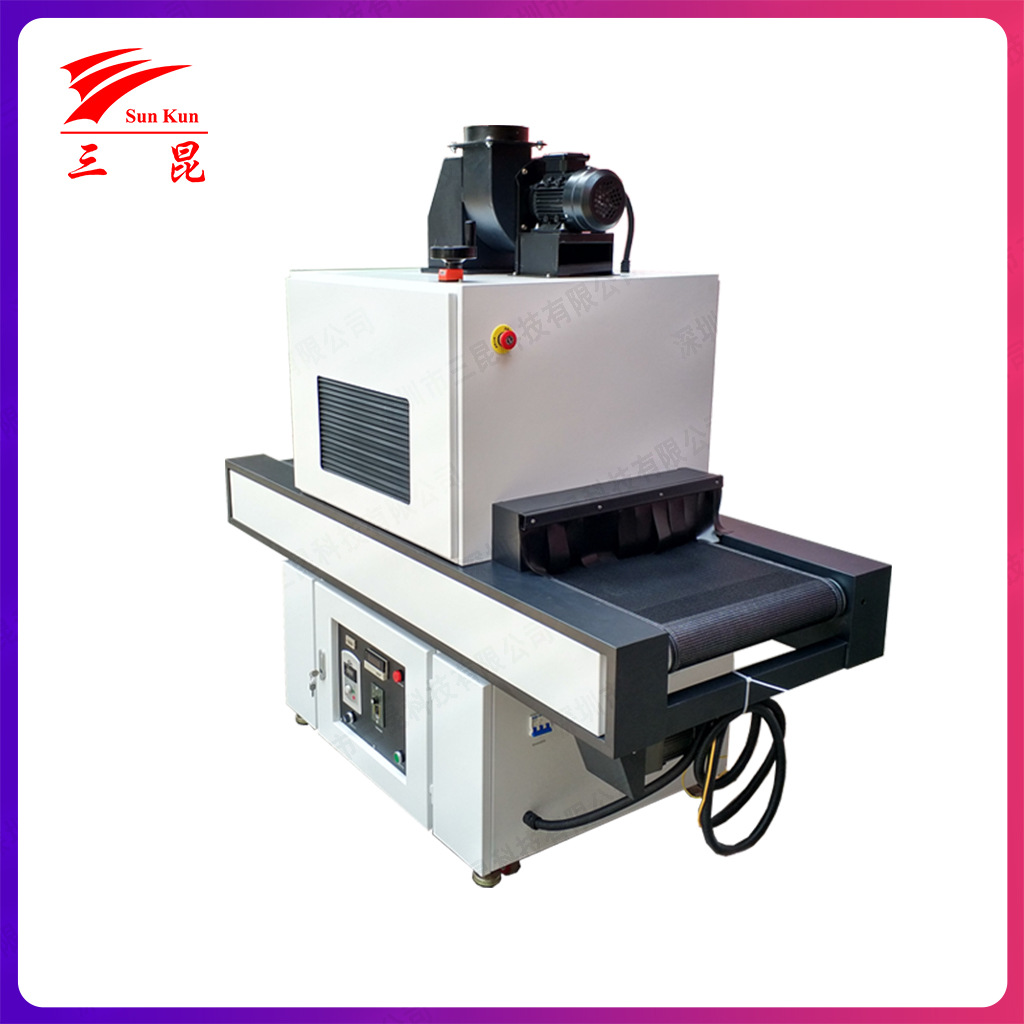
CUN86B1B 韓國首爾SVC 380nm 3W紫光led 光固化/曝光機固化光源,大功率LED燈珠,這里云集了眾多的供應商,采購商,制造商。
在曝光、印刷等行業中,UV能量會因為距離的增大而下降,如果燈珠的發光角度廣那么距離越遠下降就越厲害,而CUN86B1B這款產品是專門針對曝光機、印刷機開發的一款產品,發光角度設計為45°,讓能量更集中、更強,在500mA驅動的情況下光功率高達1100mw。
單電極垂直結構芯片 VS 雙電極結構芯片
單電極垂直結構芯片不像雙電極的藍寶石襯底芯片,不會有透過側邊損失光的情況,而且單電極芯片這種特性能讓效率達到化的效果。
陶瓷基底設計,散熱更好,燈珠可做熱電分離,導熱效果更好,壽命更長。
曝光機應用,采用小板無縫拼接的方法,做成線/面光源,相對傳統汞燈,不需要預熱,可即開即用,不產生臭氧更環保,維護成本低,更節能,一年可節省50%以上電費。
首爾半導體Seoul Semi是世界上10個的LED制造商,近些年首爾半導體增長速度迅速,已榮升世界LED芯片制造商之列。首爾半導體已經推出了超高亮度和超小型閃光燈LED,以取代常用的數碼相機或5百萬像素的照相手機氙氣燈。首爾半導體Seoul Semi主營產品:LED封裝及定制模塊產品,包括采用交流電驅動的半導體光源產品如:Acriche、高亮度大功率LED、側光LED、頂光LED、貼片LED、插件LED及食人魚(超強光)LED等。產品已廣泛應用于一般照明、顯示屏照明、移動電話背光源、電視、手提電腦、汽車照明、家居用品及交通訊號等范疇之中
首爾光電SEOUL VIOSYS以提供UV的所有波長的世界企業的前景設立以來每年兩三倍成長的具有無限潛力的公司。
為了與LED專業企業-首爾半到期攜手成長為世界企業,以質量競爭力和價格競爭力,將更加提高客戶滿意度。
帝龍科技有首爾光電SVC的CUN96B1BAND CUN86B1B價格優勢。并且有配套uvled設備產品。
韓國首爾光電SVC(漢半)UV LED:
1chip Z5 AAP封裝 365nm,375nm,385nm,395nm,405nm,
4chip AAP封裝 365nm,385nm,395nm
DUV:275nm
具體型號如下:
UVLED燈珠:
T9L28、CUD8AF1A、CUN6AF1A、CUN7AF1A、CUN8AF1A、CUN9AF1A、CUN0AF1A、CUN66A1A、CUN76A1A、CUN86A1A、CUN96A1A、CUN6AF4A、5050-C、CUN0CF2,CUN66A1B,CUN86A1B,CUN96A1B,CUN06A1B,CUN86B1B,CUN96B1B,CUN06B1B,CUN6AF1B,CUN7AF1B,CUN8AF1B,CUN9AF1B,CUN0AF1B
簡妮13715339029
CUN96B1B電腦顯示屏UV光固化應用:現在的顯示屏被廣泛應用于電子設備上,這些設備包括:手表、計算器、電腦顯示器、電視屏幕、攝像機/時鐘、測試儀讀數盤、汽車電子儀表盤、個人數字助理(PDA)等。
UV光固化技術在顯示器固化中的優點
1、環保光源:無有害金屬汞,無紅光線和紫外線輻射;
2、壽命長:產品壽命長達3W小時,24小時連續點亮可用3年;
3、納秒級的響應速度:可實現數字控制化;
4、耗電量少:在同等光固化效果的前提下,比傳統的UV汞燈少耗電90%。
5.節能上更強,效率更高,光電亮度更大,使用率價值更高,光電效應更穩定;
顯示屏UV光固化技術跟UVLED絲網印刷光固化技術有所不同,印刷固化技術主要是應用UVLED面光源,而顯示屏UV光固化技術主要應用365NM或395NM的點或者線光源。而帝龍科技代理的首爾SVC的CUN96B1B和CUN86B1B效果更好。UV光固化技術在液晶顯示屏制造中用途如下:
①光電組件對位臨時固定。
②主板密封。
③端口密封。
④金屬引端子的粘接。
⑤柔性封端。
⑥ 裸芯片貼裝。
⑦同向異位和薄膜粘接,以及FCOG蓋涂層。
最佳回答:
PCB干制程? 呵呵,我做了很多年,下面就詳細介紹一下:
4.1 制程目的
三層板以上產品即稱多層板,傳統之雙面板為配合零件之密集裝配,在有限的板面上無法安置這幺多的零組件以及其所衍生出來的大量線路,因而有多層板之發展。加上美國聯邦通訊委員會(FCC)宣布自1984年10月以后,所有上市的電器產品若有涉及電傳通訊者,或有參與網絡聯機者,皆必須要做"接地"以消除干擾的影響。但因板面面積不夠,因此pcb lay-out就將"接地"與"電壓"二功能之大銅面移入內層,造成四層板的瞬間大量興起,也延伸了阻抗控制的要求。而原有四層板則多升級為六層板,當然高層次多層板也因高密度裝配而日見增多.本章將探討多層板之內層制作及注意事宜.
4.2 制作流程
依產品的不同現有三種流程
A. Print and Etch
發料→對位孔→銅面處理→影像轉移→蝕刻→剝膜
B. Post-etch Punch
發料→銅面處理→影像轉移→蝕刻→剝膜→工具孔
C. Drill and Panel-plate
發料→鉆孔→通孔→電鍍→影像轉移→蝕刻→剝膜
上述三種制程中,第三種是有埋孔(buried hole)設計時的流程,將在20章介紹.本章則探討第二種( Post-etch Punch)制程-高層次板子較普遍使用的流程.
4.2.0發料
發料就是依制前設計所規劃的工作尺寸,依BOM來裁切基材,是一很單純的步驟,但以下幾點須注意:
A. 裁切方式-會影響下料尺寸
B. 磨邊與圓角的考量-影響影像轉移良率制程
C. 方向要一致-即經向對經向,緯向對緯向
D. 下制程前的烘烤-尺寸安定性考量
4.2.1 銅面處理
在印刷電路板制程中,不管那一個step,銅面的清潔與粗化的效果,關系著下 一制程的成敗,所以看似簡單,其實里面的學問頗大。
A. 須要銅面處理的制程有以下幾個
a. 干膜壓膜
b. 內層氧化處理前
c. 鉆孔后
d. 化學銅前
e. 鍍銅前
f. 綠漆前
g. 噴錫(或其它焊墊處理流程)前
h. 金手指鍍鎳前
本節針對a. c. f. g. 等制程來探討最好的處理方式(其余皆屬制程自動化中的一部 份,不必獨立出來)
B. 處理方法 現行銅面處理方式可分三種:
a. 刷磨法(Brush)
b. 噴砂法(Pumice)
c. 化學法(Microetch)
以下即做此三法的介紹
C. 刷磨法
刷磨動作之機構,見圖4.1所示.
表4.1是銅面刷磨法的比較表
注意事項
a. 刷輪有效長度都需均勻使用到, 否則易造成刷輪表面高低不均
b. 須做刷痕實驗,以確定刷深及均勻性
優點
a. 成本低
b. 制程簡單,彈性
缺點
a. 薄板細線路板不易進行
b. 基材拉長,不適內層薄板
c. 刷痕深時易造成D/F附著不易而滲鍍
d. 有殘膠之潛在可能
D.噴砂法
以不同材質的細石(俗稱pumice)為研磨材料
優點:
a. 表面粗糙均勻程度較刷磨方式好
b. 尺寸安定性較好
c. 可用于薄板及細線
缺點:
a. Pumice容易沾留板面
b. 機器維護不易
E. 化學法(微蝕法)
化學法有幾種選擇,見表 .
F.結綸
使用何種銅面處理方式,各廠應以產品的層次及制程能力來評估之,并無定論,但可預知的是化學處理法會更普遍,因細線薄板的比例愈來愈高。
4.2.2 影像轉移
4.2.2.1印刷法
A. 前言
電路板自其起源到目前之高密度設計,一直都與絲網印刷(Silk Screen Printing)-或網版印刷有直接密切之關系,故稱之為"印刷電路板"。目前除了最大量的應用在電路板之外,其它電子工業尚有厚膜(Thick Film)的混成電路(Hybrid Circuit)、芯片電阻(Chip Resist )、及表面粘裝(Surface Mounting)之錫膏印刷等也都優有應用。
由于近年電路板高密度,高精度的要求,印刷方法已無法達到規格需求,因此其應用范圍漸縮,而干膜法已取代了大部分影像轉移制作方式.下列是目前尚可以印刷法cover的制程:
a. 單面板之線路,防焊 ( 大量產多使用自動印刷,以下同)
b.單面板之碳墨或銀膠 c.雙面板之線路,防焊
d.濕膜印刷
e.內層大銅面
f.文字
g.可剝膠(Peelable ink)
除此之外,印刷技術員培養困難,工資高.而干膜法成本逐漸降低因此也使兩者消長明顯.
干制程圖像轉移的制作方式:
現在基本上只保留兩種了,就是以干膜成像轉移和濕膜成像轉移為主要方式。而濕膜成像轉移因其成本只有干膜成像轉移的四分之一,所以濕膜成像轉移有逐漸代替干膜成像轉移的趨勢。
4.2.2.1干膜法
更詳細制程解說請參讀外層制作.本節就幾個內層制作上應注意事項加以分析.
A. 一般壓膜機(Laminator)對于0.1mm厚以上的薄板還不成問題,只是膜皺要多 注意!
B. 曝光時注意真空度
C. 曝光機臺的平坦度
D. 顯影時Break point 維持50~70% ,溫度30+_2,須 auto dosing.
4.2.2.2濕膜法
a、前處理用機械或微蝕刻藥水處理板面
b、使用水平或垂直涂布線在板面均勻涂覆一層感光油墨(墨厚8-12um),送入自動烤箱進行烘烤,涂布后板面硬度需達2H以上。目前用得較多的涂布線垂直的有群翊、科嶠,水平線有液控、港建。
c、曝光能量6-8格
d、顯影30-50%,30±2℃
所有干制程的目的就是將底片上的圖形轉移到基板上,得到需要的線路圖形。
4.2.3 蝕刻
現業界用于蝕刻的化學藥液種類,常見者有兩種,一是酸性氯化銅(CaCl2)、 蝕刻液,一種是堿性氨水蝕刻液。
A.兩種化學藥液的比較,見表氨水蝕刻液& 氯化銅蝕刻液比較
兩種藥液的選擇,視影像轉移制程中,Resist是抗電鍍之用或抗蝕刻之用。在內層制程中D/F或油墨是作為抗蝕刻之用,因此大部份選擇酸性蝕刻。外層制程中,若為傳統負片流程,D/F僅是抗電鍍,在蝕刻前會被剝除。其抗蝕刻層是钖鉛合金或純钖,故一定要用堿性蝕刻液,以免傷及抗蝕刻金屬層。
B.操作條件 見表為兩種蝕刻液的操作條件
C. 設備及藥液控制
兩種 Etchant 對大部份的金屬都是具腐蝕性,所以蝕刻槽通常都用塑料,如 PVC (Poly Vinyl chloride)或PP (Poly Propylene)。唯一可使用之金屬是 鈦 (Ti)。為了得到很好的蝕刻品質-最筆直的線路側壁,(衡量標準為蝕刻因子 etching factor其定義見圖4.3),不同的理論有不同的觀點,且可能相沖突。 但有一點卻是不變的基本觀念,那就是以最快速度的讓欲蝕刻銅表面接觸愈多 新鮮的蝕刻液。因為作用之蝕刻液Cu+濃度增高降低了蝕刻速度,須迅速補充 新液以維持速度。在做良好的設備設計規劃之前,就必須先了解及分析蝕銅過 程的化學反應。本章為內層制作所以探討酸性蝕刻,堿性蝕刻則于第十章再介 紹.
a. CuCl2酸性蝕刻反應過程之分析
銅可以三種氧化狀態存在,原子形成Cu°, 藍色離子的Cu++以及較不常見 的亞銅離子Cu+。金屬銅可在銅溶液中被氧化而溶解,見下面反應式(1)
Cu°+Cu++→2 Cu+ ————- (1)
在酸性蝕刻的再生系統,就是將Cu+氧化成Cu++,因此使蝕刻液能將更多的 金屬銅咬蝕掉。
以下是更詳細的反應機構的說明。
b. 反應機構
直覺的聯想,在氯化銅酸性蝕刻液中,Cu++ 及Cu+應是以CuCl2 及CuCl存 在才對,但事實非完全正確,兩者事實上是以和HCl形成的一龐大錯化物存 在的:
Cu° + H2CuCl4 + 2HCl → 2H2CuCl3 ————- (2)
金屬銅 銅離子 亞銅離子
其中H2CuCl4 實際是 CuCl2 + 2HCl
2H2CuCl3 實際是 CuCl + 2HCl
在反應式(2)中可知HCl是消耗品。即使(2)式已有些復雜,但它仍是以下兩 個反應式的簡式而已。
Cu°+ H2CuCl4 → 2H2CuCl3 + CuCl (不溶) ———- (3)
CuCl + 2HCl → 2H2CuCl3 (可溶) ———- (4)
式中因產生CuCl沉淀,會阻止蝕刻反應繼續發生,但因HCl的存在溶解 CuCl,維持了蝕刻的進行。由此可看出HCl是氯化銅蝕刻中的消耗品,而且 是蝕刻速度控制的重要化學品。
雖然增加HCl的濃度往往可加快蝕刻速度,但亦可能發生下述的缺點。
1. 側蝕 (undercut ) 增大,或者etching factor降低。
2. 若補充藥液是使用氯化鈉,則有可能產生氯氣,對人體有害。
3. 有可能因此補充過多的氧化劑 (H2O2),而攻擊鈦金屬H2O2 。
c.自動監控添加系統. 目前使用CuCl2酸性蝕銅水平設備者,大半都裝置Auto dosing設備,以維持 蝕銅速率,控制因子有五:
1. 比重
2. HCl
3. H2O2
4. 溫度
5. 蝕刻速度
4.2.4 剝膜
剝膜在pcb制程中,有兩個step會使用,一是內層線路蝕刻后之D/F剝除,二 是外層線路蝕刻前D/F剝除(若外層制作為負片制程)D/F的剝除是一單純簡易 的制程,一般皆使用聯機水平設備,其使用之化學藥液多為NaOH或KOH濃 度在1~3%重量比。注意事項如下:
A. 硬化后之干膜在此溶液下部份溶解,部份剝成片狀,為維持藥液的效果及后水洗能徹底,過濾系統的效能非常重要.
B. 有些設備設計了輕刷或超音波攪拌來確保剝膜的徹底,尤其是在外層蝕刻后 的剝膜, 線路邊被二次銅微微卡住的干膜必須被徹底剝下,以免影響線路 品質。所以也有在溶液中加入BCS幫助溶解,但有違環保,且對人體有 害。
C. 有文獻指K(鉀)會攻擊錫,因此外層線路蝕刻前之剝膜液之選擇須謹慎評 估。剝膜液為堿性,因此水洗的徹底與否,非常重要,內層之剝膜后有加 酸洗中和,也有防銅面氧化而做氧化處理者。
4.2.5對位系統
4.2.5.1傳統方式
A. 四層板內層以三明治方式,將2.3層底片事先對準,粘貼于一壓條上(和內層同厚), 緊貼于曝光臺面上,己壓膜內層則放進二底片間, 靠邊即可進行曝光。見圖4.4
B. 內層先鉆(6層以上)粗對位工具孔(含對位孔及方向孔,板內監測孔等), 再以雙面曝光方式進行內層線路之制作。兩者的對位度好壞,影響成品良率極大,也是M/L對關鍵。
4.2.5.2蝕后沖孔(post Etch Punch)方式
A. Pin Lam理論
此方法的原理極為簡單,內層預先沖出4個Slot孔,見圖4.5 ,包括底片, prepreq都沿用此沖孔系統,此4個SLOT孔,相對兩組,有一組不對稱, 可防止套反。每個SLOT孔當置放圓PIN后,因受溫壓會有變形時,仍能 自由的左右、上下伸展,但中心不變,故不會有應力產生。待冷卻,壓力釋 放后,又回復原尺寸,是一頗佳的對位系統。
B. Mass Lam System
沿用上一觀念Multiline發展出"蝕后沖孔"式的PPS系統,其作業重點如下:
1.透過CAM在工作底片長方向邊緣處做兩"光學靶點"(Optical Target)以及四 角落之pads見圖4.6
2.將上、下底片仔細對準固定后,如三明治做法,做曝光、顯影蝕刻, 剝膜等步驟。
3.蝕刻后已有兩光學靶點的內層板,放進Optiline PE機器上,讓CCD瞄準 該光學靶點,依各廠自行設定,沖出板邊4個Slot孔或其它圖形工具孔。 如圖4.7
4.若是圓形工具孔、即當做鉚釘孔,內層黑化后,即可以鉚釘將內層及膠片 鉚合成冊,再去進行無梢壓板。
4.2.5.2各層間的對準度
A. 同心圓的觀念
a. 利用輔助同心圓,可check內層上、下的對位度
b. 不同內層同心圓的偏位表示壓合時候的Shift滑動
B. 設計原則
a.見圖4.8 所示
b.同心圓之設計,其間距為4mil,亦是各層間可容許的對位偏差,若超出同心圓以外,則此片可能不良。
c.因壓合有Resin Cure過程故pattern必須有預先放大的設計才能符合最終產品尺寸需求。
4.3 內層檢測
AOI(簡單線路采目視) →電測→(修補)→確認 內層板線路成完后,必須保證通路及絕緣的完整性(integrity),即如同單面板一樣先要仔細檢查。因一旦完成壓合后,不幸仍有缺陷時,則已為時太晚,對于高層次板子而言更是必須先逐一保證其各層品質之良好,始能進行壓合, 由于高層板漸多,內層板的負擔加重,且線路愈來愈細,萬一有漏失將會造成壓合后的昂貴損失.傳統目視外,自動光學檢查(AOI)之使用在大廠中已非常普遍, 利用計算機將原圖案牢記,再配合特殊波長光線的掃瞄,而快速完美對各層板詳作檢查。但AOI有其極限,例如細斷路及漏電(Leakage)很難找出,故各廠漸增加短、斷路電性測試。
不知道是不是你想要的,我還有很多這方面的資料,如果你有興趣,就請留言。
其他答案1:
暴光是利用光成相的原理,就像照像機一樣
最佳回答:
LaserDirectStructuring制程主要有四步驟
1.射出成型(Injectionmolding)。此步驟在熱塑性的塑料上射出成型。
2.雷射活化(LaserActivation)。此步驟透過雷射光束活化,藉由添加特殊化學劑雷射活化使物體產生物理化學反應行成金屬核,除了活化并形成粗糙的表面,使銅在金屬化過程中在塑料上扎根。
3.電鍍(Metallization)。此為LDS制程中的清潔步驟,在僅用作電極的金屬化塑膠表面進行電鍍5~8微米的電路,如銅、鎳等,使塑料成為一個具備導電線路的MID元件。
4.組裝(Assembling)。
最佳回答:
是PCBA生產過程中吧,PCB生產中的噴錫要用助焊劑。
PCBA生產過程中在PCB過錫爐進行波峰焊前,會噴一遍助焊劑。
最佳回答:
PCB制程中出現甩膜主要原因是:沒有上緊磨具
其他答案1:
靜置時間短了,顯影藥水濃度高了,曝光能量低了,貼膜溫度低了,啥子壓力過大也會導致甩膜?
其他答案1:
PCB板是英文(Printed Circuie Board)印制線路板的簡稱。通常把在絕緣材上,按預定設計,制成印制線路、印制元件或兩者組合而成的導電圖形稱為印制電路。而在絕緣基材上提供元器件之間電氣連接的導電圖形,稱為印制線路。這樣就把印制電路或印制線路的成品板稱為印制線路板,亦稱為印制板或印制電路板。
其他答案2:
這要看生產情況,如果這個工序不忙的話,很快就可以完成,如果板多的話,就要等一段時間,所以這個也要根據情況而定~~
其他答案3:
每個制程約十正負二小時
其他答案1:
手工電弧焊的焊接工藝參數主要有焊條直徑、焊接電流、焊接層數、電源種類及極性等。
1.焊條直徑
焊條直徑的選擇主要取決于焊件厚度、接頭形式、焊縫位置和焊接層次等因素(表6-5)。平焊時焊條直徑可選擇大些,立焊時焊條直徑不大于5mm,仰焊和橫焊最大焊條直徑為4mm,多層焊及坡口第一層焊縫使用的焊條直徑為3.2~4mm。 2.焊接電流
焊接電流的過大或過小都會影響焊接質量,所以其選擇應根據焊條的類型、直徑、焊件的厚度、接頭形式、焊縫空間位置等因素來考慮,其中焊條直徑和焊縫空間位置最為關鍵。在一般鋼結構的焊接中,焊接電流大小與焊條直徑關系可用以下經驗公式進行試選:
I=10·d2(6-3)
式中I——焊接電流,A;
d——焊條直徑,mm。
另外,立焊時,電流應比平焊時小15%~20%;橫焊和仰焊時,電流應比平焊電流小10%~15%。
3.焊接層數
焊接層數應視焊件的厚度而定。除薄板外,一般都采用多層焊。對于同一厚度的材料,其他條件相同時,焊接層次增加,熱輸入量減少,有利提高接頭的塑性,但層次過多,焊件的變形會增大,因此,應該合理選擇,施工中每層焊縫的厚度不應大于4~5mm。

誰能幫我解釋一下這圖是什么?可能跟LED基板有關,
好心人幫忙解釋一下這個各個部分的含義:比如黑色長方形指什么?27.78指什么?以及如何想做類似的圖如何設計尺寸?可以的話能發給我一些出現類似圖形的相關鏈接嗎?答得好我會追加的,謝謝!
最佳回答:
這個應該是LED基板圖,基板寬是14.15,黑色指燈珠位置,27.78指燈珠中心到中心的距離,看這個圖,應該是全并聯的。
最佳回答:
單面板:開料-鉆孔-圖形轉移(包括絲印濕膜,對位暴光,顯影)-蝕刻-印阻焊(綠油)-噴錫(分有鉛和無鉛兩種)-印文字-成型(用數控銑床或者沖床)
雙面板:開料-鉆孔-沉銅-圖形轉移(包括絲印濕膜,對位暴光,顯影)-圖形電鍍(先鍍銅后鍍錫)-退膜-蝕刻-印阻焊(綠油)-噴錫(分有鉛和無鉛兩種)-印文字-成型(用數控銑床或者沖床)
四層板:開料-內層圖形轉移-內層蝕刻-層壓-鉆孔-沉銅-外層圖形轉移-圖形電鍍-退膜蝕刻-印阻焊(綠油)-噴錫(分有鉛和無鉛兩種)-印文字-成型(用數控銑床或者沖床)
基本上一般的流程就是這樣了。從什么資料上看?客戶發過來的文件還是什么? 有壓合的話就是多層板了,壓一次是四層,總之每壓一次就多兩層。
最佳回答:
請把那個電路板的照片發出來讓我看一下。
其他答案1:
在除濕機上的
pz-22 (g)f
是溫感濕感電路板
其他答案2:
這是用于高檔智能電飯煲上的電路板,這種電飯煲不同于傳統的電飯煲靠電熱盤來發熱,而是像電磁爐一樣,通過主電路板連接線圈產生交變磁場使內膽或鍋體發熱。
其他答案3:
是不是電飯煲上的